Introduction
Press locked grating is a type of steel bar grating manufactured through a mechanical interlocking process that joins bearing bars and cross bars under extreme pressure — no welding, no heat, and no filler materials. This cold-formed construction method produces a rigid, lightweight, and cost-effective panel used across industrial platforms, walkways, drainage covers, and architectural installations worldwide.
Unlike welded grating, which relies on fusion at every bar intersection, this method achieves its strength through a dovetail joint created by a high-tonnage press. The result is a smooth, flat surface with excellent dimensional stability and an attractive appearance that engineers and architects increasingly prefer for both structural and aesthetic applications.
In this comprehensive guide, we explore the manufacturing process, standard sizes, load ratings, a detailed comparison with welded grating, key advantages, and typical applications. Whether you are a procurement specialist evaluating material options or an engineer designing a walkway system, this article covers everything you need to know about this versatile grating product.
What Is Press Locked Grating?
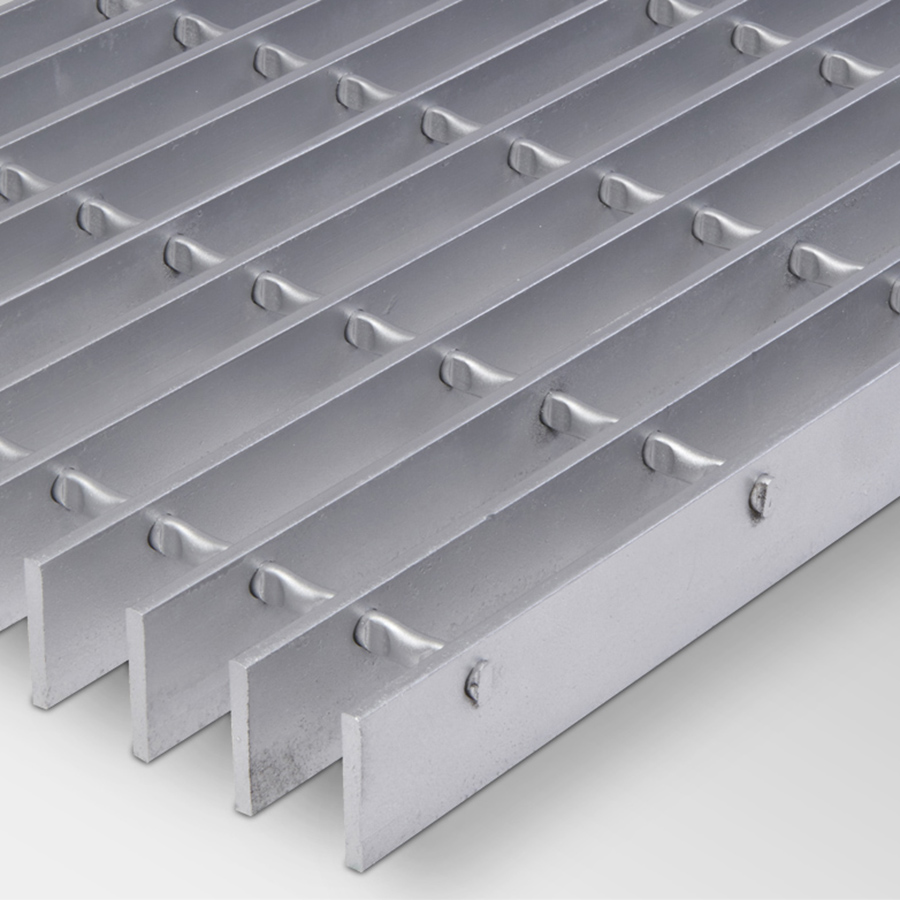
Press locked grating is a mechanical-interlock steel grating product where bearing bars (the load-carrying longitudinal members) are joined to cross bars (the transverse members) by a precision pressing operation. Unlike welded grating, which uses electric resistance or arc welding to fuse intersections, this type relies entirely on cold mechanical deformation to create a permanent, rigid joint.
The defining feature is the dovetail or "swaged" connection. During manufacturing, a hydraulic press forces the cross bar material into a specially shaped notch or recess cut into the bearing bar. This creates a mechanical lock that holds the two bars together without any thermal process. The result is a grating panel with several distinct characteristics:
- No heat-affected zones — the base metal properties of both bearing and cross bars remain unchanged, preserving the full tensile and yield strength of the original material.
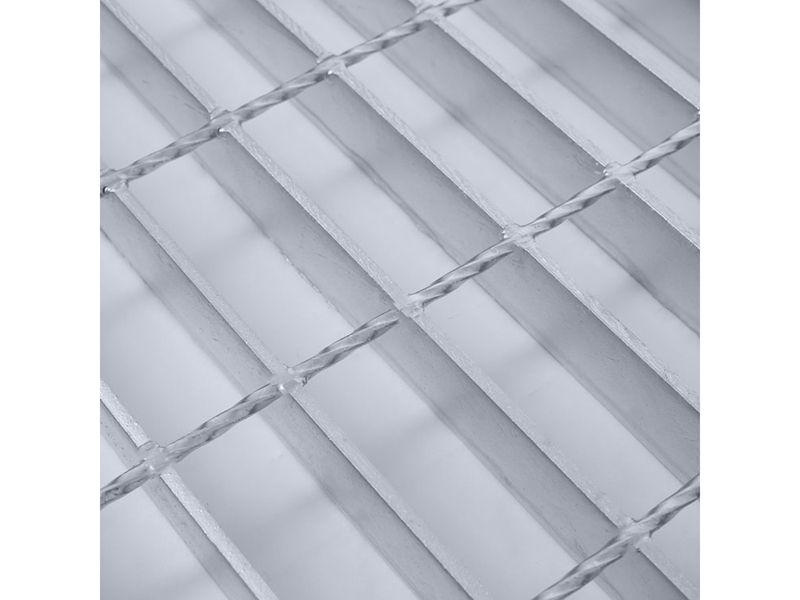
- Smooth surface — the top surface is completely flush with no weld protrusions, making it ideal for pedestrian traffic and architectural applications.
- Consistent panel dimensions — the cold-forming process maintains tight tolerances on panel width, length, and flatness.
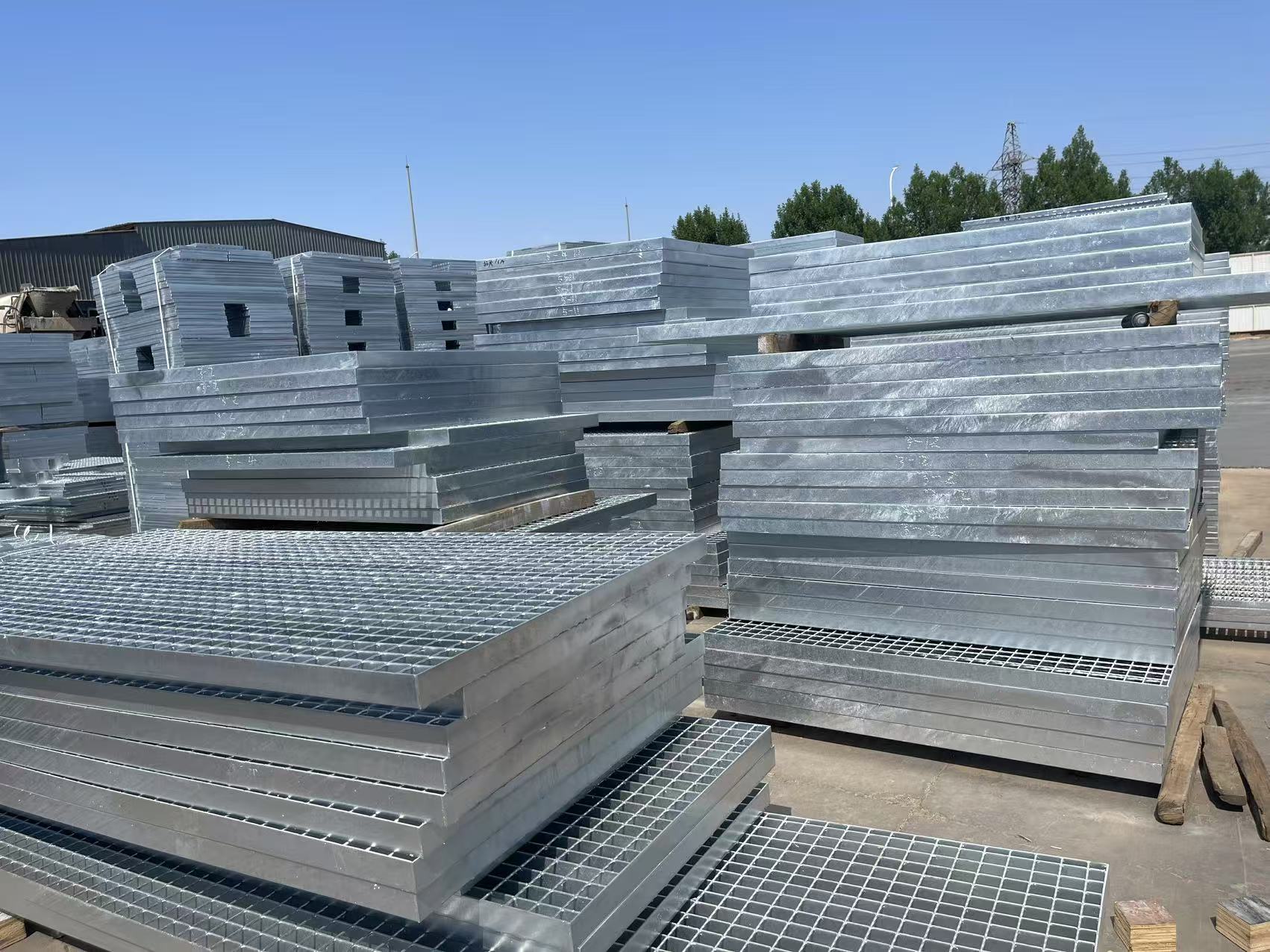
- Corrosion resistance maintained — without weld points that can initiate corrosion, galvanized coatings and other protective finishes perform more consistently across the entire panel.
It is available in carbon steel, galvanized steel, stainless steel, and aluminum. Each material option offers different strength, corrosion resistance, and weight characteristics, allowing engineers to select the optimal combination for their specific operating environment.

How Press Locked Grating Is Manufactured: The Mechanical Locking Process
The manufacturing process for this grating type is what sets it apart from other options. The method is entirely mechanical and occurs in several precise stages:
Stage 1: Bar Preparation
Bearing bars are cut to length from flat steel bar stock. Notches or slots are punched or machined into the bearing bars at predetermined intervals corresponding to the desired cross bar spacing. The shape of these notches is critical — typically a dovetail or keyhole profile that will later receive the cross bar material.
Stage 2: Cross Bar Placement
Cross bars (usually round, square, or twisted bar stock) are positioned across the bearing bars at each notch location. The assembly is loaded into a jig or fixture that holds all bars in precise alignment during pressing.
Stage 3: High-Pressure Pressing
A hydraulic press applies several hundred tons of force to the assembly. The cross bar material is cold-formed into the dovetail notches of the bearing bars, creating a permanent mechanical interlock. The pressure is carefully controlled to achieve full material displacement without cracking or over-stressing the bars.
Stage 4: Finishing
After pressing, panels are trimmed to final dimensions. Any sharp edges are deburred. Panels then proceed to surface treatment — hot-dip galvanizing, painting, or other coatings as specified. Some panels receive additional flattening passes to ensure they meet flatness tolerances.
This cold-forming process offers several manufacturing advantages: no consumables (welding wire, gas), no heat energy requirements, faster cycle times than welding, and consistent quality across high-volume production runs. A single press operation can produce an entire panel in seconds, making this approach highly cost-efficient for standard configurations.

Press Locked Grating Sizes and Specifications
Sizes follow industry-standard dimensions but also offer significant flexibility for custom configurations. Most manufacturers produce this product in standard panel sizes with predefined bearing bar depths, thicknesses, and spacing combinations. Understanding these specifications is essential for selecting the right product for your load and span requirements.
The table below summarizes common size parameters:
| Parameter | Typical Range | Common Standards |
|---|---|---|
| Bearing bar depth | 1" to 2-1/2" (25mm – 65mm) | 1", 1-1/4", 1-1/2", 2", 2-1/2" |
| Bearing bar thickness | 1/8" to 3/16" (3mm – 5mm) | 3/16" (4.8mm) most common |
| Bearing bar spacing (center-to-center) | 1-3/16" to 3" (30mm – 76mm) | 1-3/16", 1-3/8", 1-3/4", 2-3/8" |
| Cross bar spacing (center-to-center) | 2" to 6" (50mm – 152mm) | 2", 4", 6" |
| Panel width | Up to 48" (1219mm) | Standard: 36" or 48" |
| Panel length | Up to 240" (6096mm) | Custom lengths available |
Standard Bearing Bar Dimensions
Bearing bars are the primary load-carrying members of any grating panel. The depth (height) of the bearing bar directly determines the panel's moment of inertia and therefore its load capacity. Deeper bars provide greater strength but also increase weight and material cost.
The most commonly specified bearing bar dimensions are:
- 1" x 3/16" (25mm x 4.8mm) — Light-duty applications, pedestrian walkways, trench covers
- 1-1/4" x 3/16" (32mm x 4.8mm) — Medium-duty platforms and mezzanines
- 1-1/2" x 3/16" (38mm x 4.8mm) — General industrial flooring, heavy pedestrian traffic
- 2" x 3/16" (51mm x 4.8mm) — Heavy-duty industrial platforms and vehicle access
- 2-1/2" x 3/16" (65mm x 4.8mm) — Extra-heavy-duty applications, load-bearing structures
Bearing bar spacing is typically measured center-to-center. Closer spacing (1-3/16") provides a smaller opening that improves safety for foot traffic and prevents tools or debris from falling through. Wider spacing (2-3/8") reduces weight and cost but creates larger openings suitable only for industrial environments where fall-through is not a concern.
Cross Bar Spacing and Panel Sizes
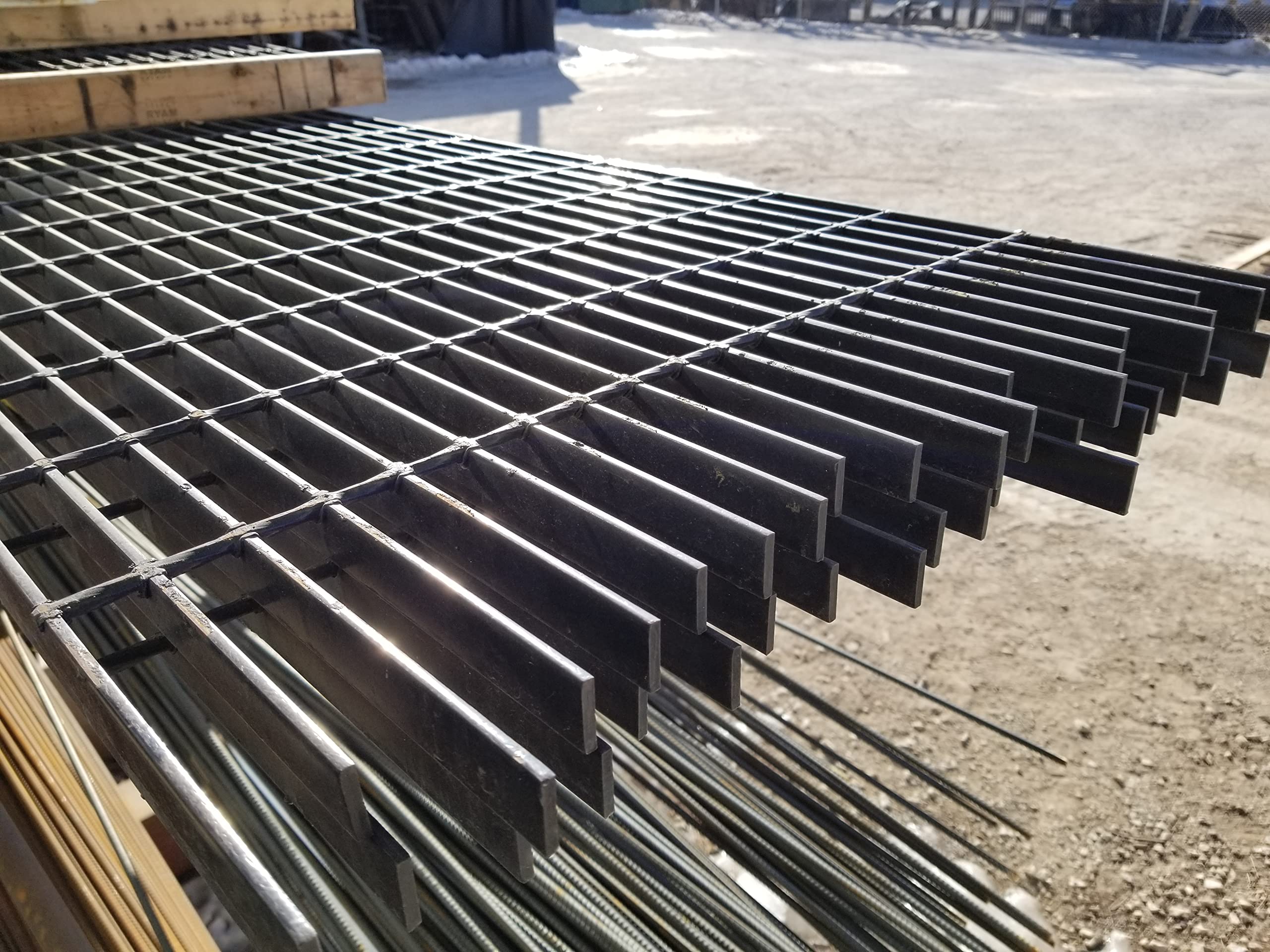
Cross bars serve two primary functions: they transfer load laterally between bearing bars and they maintain the structural integrity of the panel by preventing bearing bar rotation or displacement. Cross bars are typically made from round rod, square bar, or twisted square bar.
Standard cross bar diameters range from 1/4" (6mm) to 3/8" (10mm), with 5/16" (8mm) being the most common. The cross bar spacing — the distance between adjacent cross bars along the length of the panel — affects both the panel's torsional stiffness and its cosmetic appearance:
- 2" cross bar spacing — maximum rigidity, best for heavy loads, creates a dense grid appearance
- 4" cross bar spacing — standard for most industrial applications, balances strength and economy
- 6" cross bar spacing — lighter-duty applications, minimizes weight and cost
Standard panel sizes for this product are typically 36" x 120" (914mm x 3048mm) or 48" x 144" (1219mm x 3658mm), though virtually any custom size can be manufactured within press capacity limits. Panel width is measured across the bearing bars (perpendicular to the bearing bar direction), and panel length is measured along the bearing bars. Consulting a press locked grating sizes chart from your manufacturer is recommended to confirm available dimensions for your specific bearing bar and spacing combination.
Press Locked Grating Load Capacity
Load capacity depends primarily on bearing bar depth, thickness, span length, and material grade. Understanding press locked grating load capacity is important because the press-locked joint is a mechanical connection rather than a welded one, and engineers sometimes question whether the capacity matches that of welded grating. In practice, properly designed panels achieve load capacities comparable to welded grating for most standard configurations.
The load capacity is calculated using the section modulus of the bearing bars and the yield strength of the material. The key variables are:
- Bearing bar section modulus (S) — determined by bar depth and thickness
- Number of bearing bars per foot — determined by bar spacing
- Span length — the distance between supports
- Material yield strength — typically 36,000 psi for A36 carbon steel
For example, a standard panel with 1-1/2" x 3/16" bearing bars at 1-3/16" spacing, spanning 36", can support a uniform live load of approximately 400 psf (pounds per square foot) — sufficient for most industrial walkway and platform applications. Increasing the bar depth to 2" raises the capacity to approximately 700 psf over the same span.
It is important to note that the press-locked joint itself does not become the weak point in the system. Multiple independent tests have shown that the mechanical interlock maintains full structural integrity under both static and dynamic loading conditions, with failure modes occurring in the bearing bars (through bending), not at the joints.

Press Locked Grating vs Welded Grating
One of the most common questions engineers face is choosing between press locked grating vs welded grating for a given application. While both products serve similar functions — providing a load-bearing, open-grid surface — their manufacturing methods, performance characteristics, and cost profiles differ significantly. Understanding these differences is essential for making the right specification decision.
The table below summarizes the key differences at a glance:
| Characteristic | Press Locked | Welded Grating |
|---|---|---|
| Joint type | Mechanical interlock (cold-formed) | Fusion weld (electric resistance or arc) |
| Surface finish | Smooth, flush — no weld protrusions | Slight weld bead at intersections |
| Heat-affected zone | None — base metal properties preserved | Present — may alter corrosion resistance |
| Production speed | Fast — single press stroke per panel | Slower — each joint welded individually |
| Typical cost | Lower for standard sizes | Higher due to labor and energy |
| Custom configurations | Limited by press tooling | Highly flexible — any pattern possible |
| Aesthetic appearance | Clean, architectural-grade | Industrial, functional |
| Load capacity | Comparable for standard specs | Slightly higher for heavy-duty |
Manufacturing Differences
The most fundamental difference between these two grating types lies in how the bearing bar and cross bar intersections are formed.
Welded grating manufacturing involves positioning bearing bars and cross bars in a fixture, then applying electric resistance welding (ERW) or arc welding at each junction. The welding process melts the base metal at the intersection, fusing the bars together. This requires skilled labor, consumes electrical energy and welding consumables, and generates heat-affected zones (HAZ) around each weld point. The HAZ can alter the metallurgical properties of the steel, potentially reducing corrosion resistance in the weld area — particularly important for stainless steel and galvanized panels.
The press locked method, by contrast, uses no heat whatsoever. A precision die set in a hydraulic press cold-forms the cross bar material into shaped recesses in the bearing bars. There is no melting, no filler material, and no post-weld cleaning. The joint is purely mechanical and is formed in a single press cycle, making this manufacturing approach significantly faster and more repeatable.
This fundamental manufacturing difference drives several downstream implications: the cold-formed product has no weld spatter, no burn-through marks, and a consistently clean appearance. Welded grating offers more flexibility for non-standard patterns and heavy-duty configurations where weld strength at every junction is preferred.
Strength, Appearance and Cost Comparison
Strength: For standard industrial configurations (bearing bars up to 2" depth, 3/16" thickness), this grating type achieves load capacities within 90-95% of equivalent welded grating. The mechanical interlock transfers shear loads effectively, and independent testing confirms that the joint strength exceeds the bearing bar bending strength in most cases. For extra-heavy-duty applications exceeding 2-1/2" bar depth, welded grating maintains a strength advantage because the full weld bead provides additional shear transfer capacity at the joint.
Appearance: Mechanical-interlock grating offers a superior cosmetic finish. The top surface is completely smooth with no weld beads, making it the preferred choice for architectural applications, public walkways, mezzanine flooring in retail environments, and any installation where visual quality matters. Welded grating has visible weld beads at each cross bar junction, which some specifiers consider less attractive.
Cost: This product is generally 10-20% less expensive than equivalent welded grating for standard sizes and configurations. The cost savings come from faster production (single press cycle vs. individual welds), lower energy consumption, and no consumable materials. For custom or non-standard configurations, the cost gap narrows because press tooling modification may be required, while welding can accommodate virtually any pattern with minimal retooling.
When to choose the press locked option:
- Architectural or aesthetic applications where appearance matters
- Standard sizes with moderate load requirements
- Projects with tight budgets where cost savings are significant
- Environments where weld corrosion is a concern (food processing, chemical plants)
When to choose welded grating:
- Heavy-duty industrial applications with extreme loads
- Custom configurations or non-standard patterns
- Applications requiring the highest possible joint strength
- Small quantity orders where press tooling setup is not justified
Key Advantages of Press Locked Grating
This product offers several distinct advantages that make it the preferred choice for a growing range of industrial and architectural applications:
- Cost-effective production — The cold-pressing process eliminates welding consumables, reduces labor requirements, and accelerates production cycles. These savings translate to lower per-panel costs, particularly for standard-size orders.
- Superior surface finish — With no weld beads on the top surface, these panels provide a flush, smooth walking surface. This is critical for applications where debris accumulation, tripping hazards, or aesthetics are concerns.
- Preserved material properties — Because no heat is involved in the joining process, the base metal retains its full mechanical properties. There are no heat-affected zones, no metallurgical changes, and no residual thermal stresses.
- Excellent corrosion resistance — Without weld joints, galvanized coatings and other protective finishes remain uniform across the entire panel. Welded grating often shows accelerated corrosion at weld points where the coating has been burned or damaged.
- Lightweight construction — This grating type uses material efficiently, resulting in panels that are typically lighter than equivalent welded panels. This reduces shipping costs and makes installation easier and faster.
- Dimensional consistency — The precision press tooling ensures that every panel meets tight tolerances for width, length, and flatness. This consistency simplifies installation, particularly when multiple panels must fit together seamlessly.
- Architectural appeal — The clean, uniform appearance makes it the preferred choice for architectural metalwork, including decorative grilles, sunscreens, façade elements, and designer walkways.
These advantages combine to make this mechanical-interlock grating a versatile, economical, and high-performance solution for both industrial and architectural applications.
Common Applications for Press Locked Grating
This product is used across a wide range of industries and applications. Its combination of strength, light weight, corrosion resistance, and attractive appearance makes it suitable for both functional and decorative installations.
Industrial Flooring and Walkways: The most common application is industrial flooring. It is used extensively for platform floors, catwalks, mezzanine decks, and elevated walkways in factories, warehouses, refineries, and chemical processing plants. The open-grid design allows light, air, and water to pass through while providing a slip-resistant walking surface. This product is particularly popular for walkway applications because the smooth top surface reduces tripping hazards compared to grating with exposed weld beads.
Drainage and Trench Covers: It is widely specified for drainage channels, trench covers, and drainage grates in municipal infrastructure, commercial buildings, and industrial sites. The mechanical interlock construction resists the corrosive effects of standing water and chemical runoff better than welded alternatives.
Architectural Metalwork: Architects increasingly specify this material for aesthetic applications including building façades, sun shading devices, balcony railings, stair treads, and decorative screens. The clean lines and consistent appearance of the press-locked joints create a refined, contemporary look that welded grating cannot match.
Food Processing and Pharmaceutical: These industries require flooring materials that are easy to clean, corrosion-resistant, and free from crevices where bacteria can accumulate. Mechanical-interlock grating meets these requirements because the smooth joints have no weld pockets or irregular surfaces that trap debris.
Mining and Aggregate: In heavy industrial environments such as mines, quarries, and aggregate processing facilities, this product provides durable walkways and platforms that can withstand abrasive conditions, heavy impacts, and constant vibration.
Transportation Infrastructure: It is also used in bridge maintenance walkways, railway platforms, airport service ramps, and vehicle access covers where high load capacity combined with lightweight construction is essential.
Where to Buy Press Locked Grating
This product is available from numerous specialty metal grating manufacturers and steel service centers worldwide. When sourcing, consider the following factors to ensure quality:
- Manufacturing capability — Verify that the supplier has in-house press locking equipment and can control the full production process. Some suppliers resell imported grating of inconsistent quality.
- Material certification — Request mill test reports (MTRs) for the steel used. Reputable manufacturers provide full traceability on material grades and chemical composition.
- Load testing data — Ask for load capacity tables or independent test reports that confirm the manufacturer's published ratings. Not all products perform equally.
- Custom sizes — If your project requires non-standard dimensions, confirm that the manufacturer can produce custom sizes without excessive tooling charges.
- Surface treatment — Decide on the required finish: mill finish (uncoated), hot-dip galvanized, painted, or stainless steel. Each option has different corrosion resistance and cost implications.
Major manufacturers include Meiser, McNichols, Ohio Gratings, and AMICO (Alabama Metal Industries). These companies maintain extensive inventories of standard sizes and can typically ship within 1-3 weeks. For large-volume OEM orders, direct factory sourcing from Asian manufacturers (particularly in China and India) may offer additional cost advantages, though lead times and quality consistency should be carefully evaluated.
Prices for standard press locked grating typically range from to per square foot depending on material, size, quantity, and surface treatment. Galvanized panels command a premium over uncoated carbon steel but offer significantly longer service life in outdoor or corrosive environments.
Conclusion
This product represents a proven, cost-effective, and versatile solution for industrial flooring, walkways, drainage covers, and architectural metalwork. Its mechanical interlock manufacturing process offers distinct advantages over welded grating: lower cost, superior surface finish, preserved material properties, and consistent quality across production runs.
When evaluating grating options for your next project, consider the specific requirements of your application — load capacity, span length, environmental conditions, aesthetic needs, and budget. For standard configurations with moderate loads, this product typically delivers the best balance of performance and value. For extreme heavy-duty applications or highly custom patterns, welded grating may still be the appropriate choice.
We have covered the full spectrum of this grating type in this guide: the manufacturing process that creates the mechanical interlock, standard sizes and specifications, load capacity data, a detailed comparison with welded grating, key advantages, and real-world applications across multiple industries.
By understanding these factors, procurement professionals and engineers can confidently specify the right product for their specific needs, ensuring safety, performance, and cost efficiency in every installation.